What's New?
-
他社製金型部品、その他機械加工品の外販開始
技術と経験を機械加工部品外販のために活用し、
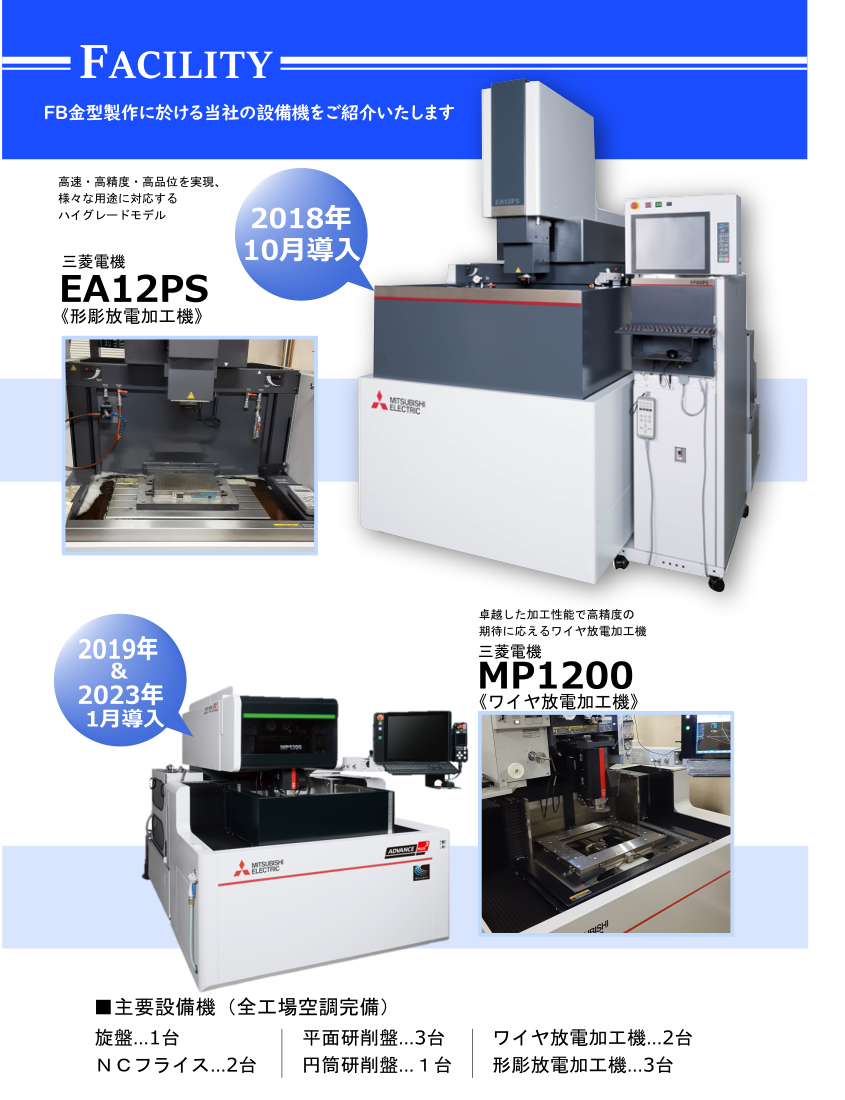
お客様の要求にお答えします。 - 導入設備の紹介 脱炭素化推進の為、キュービクルを省エネタイプに更新しました。 三菱電機㈱製 MP1200 ≪ワイヤー放電加工機≫を導入しました。
-
営業日のお知らせ
ゴールデンウイークのお休みをお知らせします。
4月29日(水)から5月6日(水)までになります。
詳しくは 2026年(令和8年)の営業日カレンダーをご覧ください。
こちらの文字部分をクリックすると開きます。
何卒よろしくお願い申し上げます。 -
お問い合わせについて
現在【お問い合わせ】部分をクリックしていただきましてもエラーになります。
大変ご迷惑をおかけいたしまして申し訳ございません。
お急ぎの方は お名前(会社名)、ご連絡先を明記していただき
MAIL:info@fb-engineering.co.jpまでお願いいたします。
ファインブランキング(FB)金型のPROFESSIONALS!
エフビーエンジニアリングはファインブランキング金型で日本の自動車メーカーを支える企業です。
ファインブランキング(FB)とは、高精度な製品を大量生産する上で、必要不可欠なプレス加工技術です。
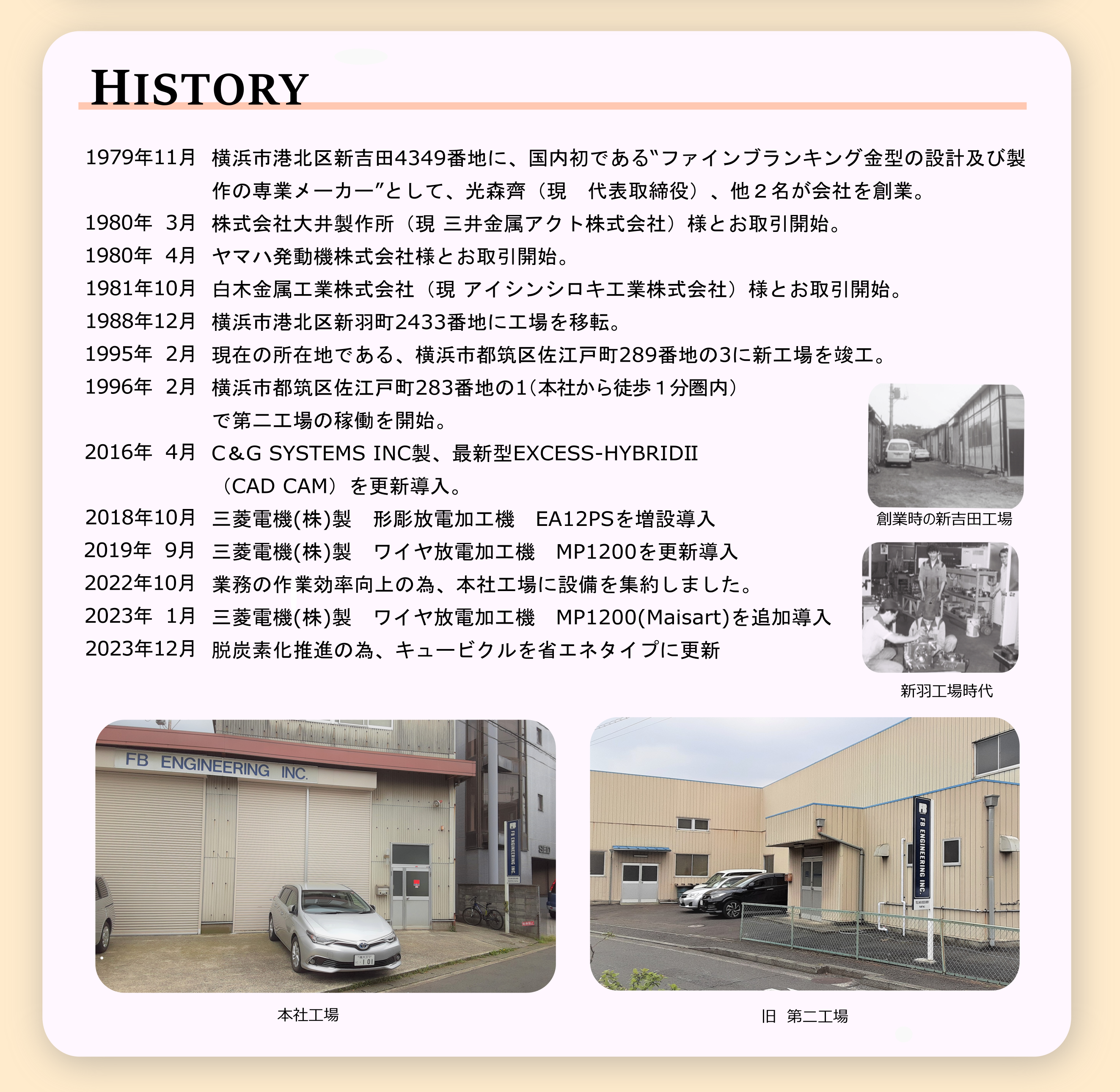
1979年の創業から、この技術を用いた高精度なファインブランキング金型で、主に日本を代表する自動車メーカーの「クルマ作り」を支えてきました。
私たちは、製品精度が高く、金型内で高精度な複合加工が可能なファインブランキング金型に魅了され、常に精度の高い製品作りを貪欲に追い求めています。
これからもファインブランキング金型を通じて、顧客・社会に貢献できる企業を目指します。
まずはお気軽にお問い合わせください!
045-933-8101
(受付時間 平日9:00~17:00)
PRODUCTS
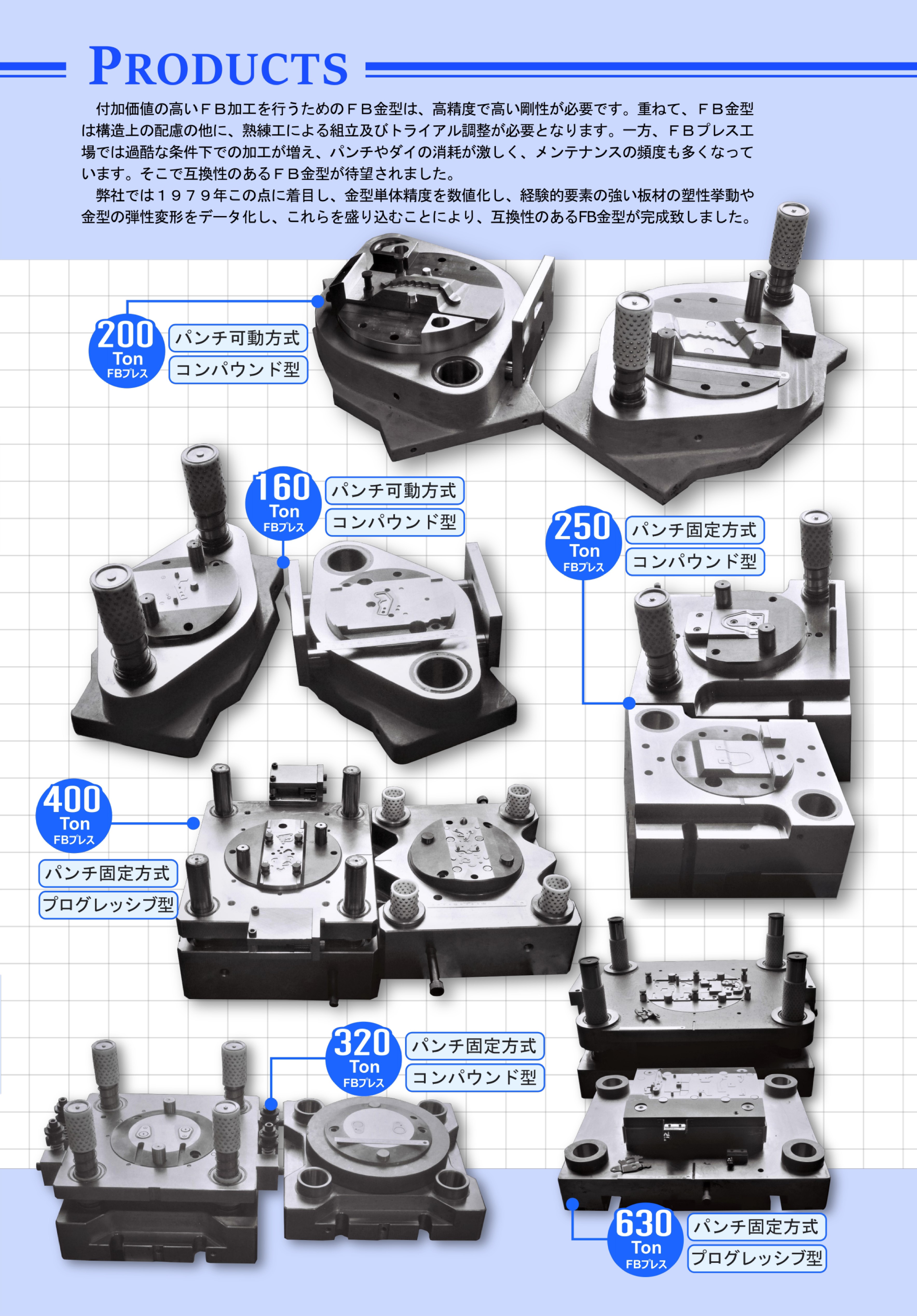
弊社での設計製作のファインブランキング金型総数は2021年で2600型を超え、 これらのデ–タはCAD–CAMオンラインで共有されています。 そこで設計からワイヤー放電加工機、マシニングなどの加工機械が一体なので 瞬時に検索や組み合わせができ過去のデータを生かした常に最新のファインブランキング金型が お届け出来る体制が整っています。
FBを究める
完全に電子化された最新の金型工場では、精度の根源を知らなくても高精度な金型が素早く作れる。 しかしワンランク上のFB金型を作り上げるには「精度とはどのようなものか」を考えてNC工作機械をスタートさせる。 加工前の素材、加工段取と手順などが精度の根源に合致するかどうかを見極める。 設計は倣い、逃し、転写、同時加工などで高精度化ができ易くする。金型の弾性変形を見込む。
精度の基本は「平面」であり、この上に垂直面を作れば全ての精度が決まる
その平面を作る道具は「定盤」である
正確に定盤を作る方法は粗精度の定盤3枚A、B、Cを互いに摺り合わせ正確な「当たり」が出るまで仕上げ作業を繰り返す。 これで完全無欠な平面度を持った定盤が完成する。
垂直面を作る道具はスコヤである
定盤上にスコヤを立て、ある基準に当てて180度反転させながら「スキマが零」になるまで繰り返す。 これで完全無欠な直角度を持ったスコヤが完成する。
長さとは「メートル原器」との比較度合を言う
メートル原器は子午線の北極から赤道までの長さを分割した数値の1メートルを刻んだ金属棒で1900年フランスで最初に作られた。 これを基に各国に副原器が配布され夫々の国の基準となりブロックゲージが作られた。 しかし今はカドミウムの赤色光の波長が1m=1553164だと分り「光波長基準」が主力となってきた。 更に最近では安定したクリプトン同位元素の発光を利用する事となり、誤差なく世界中どこでも同じ長さとなり完全に統一された。
段取と加工手順を考える
➀何処から加工を始めてどのような順番で終わらせるか考える。
➁チャッキング(保持の仕方)と芯出し方法を考える。
➂被加工材をよく吟味して加工条件(取り代と加工スピード)を決める。
➃スクラップが加工の邪魔にならないようにスムースな排除できる方法を考える。
Toolingstudy ~今まで書き溜めた資料を紹介します~
| 1 | Z曲げ-Prg型 |
|---|---|
| 2 | 親子取りリングとベース |
| 3 | 面取りダボ出シ潰シ型 |
| 4 | ロータリーレシプロ板 |
| 5 | バランスウェート |
| 6 | 増肉ボス付プレート |
| 7 | バーリング付インターナルギヤー |
| 8 | 両側面取り小判穴のFB型 |
| 9 | ダレ制御ラチェットのFB型 |
| 10 | ダレ制御カムのCom型 |
| 11 | ダレ制御カムのPrg型 |
| 12 | 半抜面付クローバー穴 |
| 13 | アーム形微小内歯のFB加工 |
| 14 | 円板状の半抜部に上下のボス出し |
| 15 | アウトサート金具の溝と段加工 |
| 16 | 厚板の曲げとFBの複合 |
| 17 | 曲げとFBの複合 |
| 18 | 座付テーパー面取のFB型 |
| 19 | 潰シ工法でボスを作る |
| 20 | ボス付レバーウェート |
| 21 | V突起で厚板爪部を部分増肉 |
| 22 | ダレ制御した掛ケ金ツメ |
| 23 | 偏った位置にある歯車 |
| 24 | ジョグルとリング半抜の複合 |
| 25 | 微小歯のロックギヤー |
| 26 | 貫通穴と半抜穴の組合FB加工例 |
| 27 | 72%冷鍛潰シのFB加工例 |
| 28 | 半抜ボスをカシメ重板FB加工例 |
| 29 | V突起で爪ダレ規制の段付FB加工例 |
| 30 | バックアップ拘束法でダレ無し加工例 |
| 31 | 上下に段と皿があるFB加工例 |
| 32 | 半抜ボス出しFB加工例 |
| 33 | φ60段差内に24枚の櫛歯を成形する |
| 34 | 遊星インターナルギヤーの半抜加工法 |
| 35 | 3コーナーに潰段を成形する |
| 36 | V突起で厚板爪コーナーをダレ制御した加工例 |
| 37 | 爪の中ほどを潰すFB加工例 |
| 38 | 半抜ビート押出しFB加工 |
| 39 | 歯形の計算 |
| 40 | 歯厚の狙い値の決め方 |
| 41 | プレッシャーロッドの選定 |
| 42 | ダイ外径の決め方 |
| 43 | Die,PrPの強度計算 |
| 44 | BackUpの強度計算 |
| 45 | コーナーRの応力集中度 |
| 46 | 多穴プレートの応力集中 |
| 47 | 皿バネの計算 |
| 48 | 動的クリアランスについて |